

- 当前位置:
- 首页
- ››
- 企业动态
- ››
- 电磁搅拌器技术研究动态
电磁搅拌器技术研究动态
关键字:
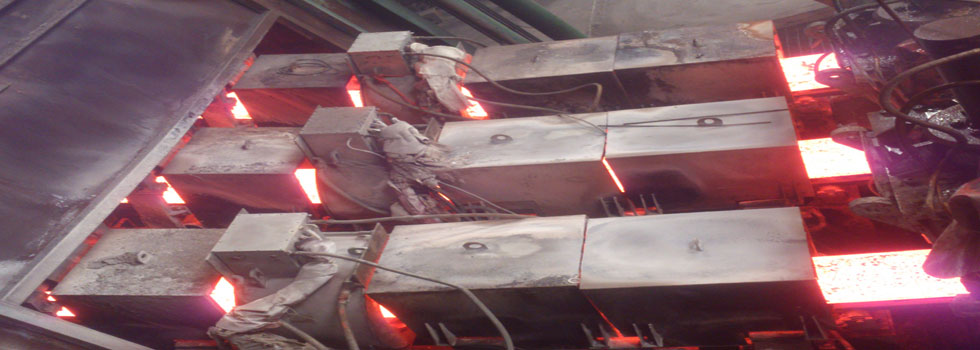
连铸电磁搅拌能有效地改善连铸坯内部的组织结构,减少中心偏析及中心缩孔,大大增加等轴晶率。已成为连铸、特别是品种钢连铸必不可少的一种工艺手段。
连铸电磁搅拌器实质在于借助电磁力的作用来强化铸坯中末凝固钢液的运动,从而改变钢水凝固过程中的流动,传热和迁移过程,达到改善铸坯质量的目的。
结晶器电磁搅拌可以明显改善中碳钢、中低合金钢内部及皮下质量,但对于高碳钢和高合金钢来说,仍存在中心偏析、中心缩孔、中心裂纹等问题,甚至在所谓的糊状区终点处形成“V”形槽即“V”形宏观偏析。尤其对于象不锈钢这样的多合金高合金钢,由于枝晶发达中心裂纹及缩孔非常明显。要解决这些问题必须在凝固末端上电磁搅拌。
1.高碳钢、高合金钢连铸的凝固特征和可能出现的缺陷:
高含碳量、高合金含量有使凝固组织恶化的趋势。高碳钢、高合金钢的液相与固相间温度区间较大,凝固间隙长度增加,粘稠区加宽。因此容易形成中心偏析、中心裂纹和中心缩孔。这些缺陷对产品的机械性能和耐腐蚀性能会产生有害的影响。在不锈钢冷轧板中出现单相波纹。
宏观偏析是在凝固末端粘稠区内的溶质富集的钢液由于凝固收缩引起流动、沿粘稠区内枝晶间通道传输、聚集而成的。显然它极大地受粘稠区内钢液流动和传质所控制,有时形成中心偏析,有时形成V形偏析。中心偏析是由于铸坯在凝固过程中倾向于生成柱状晶,产生搭桥现象而产生的。V形偏析形成的原因比较复杂,主要是由粘稠区内等轴晶凝固时产生的收缩力及对钢液的抽吸力和钢液沿树枝晶的渗透引起的,可以用著名的V形偏析凝固模型来解释。偏析的严重程度与凝固时间有关,时间越长越严重。由于高含碳量、高合金含量的钢凝固时间长,因此偏析也就更严重。
2.影响凝固末端电磁搅拌的冶金效果的主要因素及措施:
影响凝固末端电磁搅拌的冶金效果的主要因素在于:1)是否有结晶器电磁搅拌作用。2)电磁搅拌器能否提供足够大的电磁推力。3)电磁搅拌作用区域内磁场是否均匀。4)电磁搅拌的作用区域是否足够大。5)搅拌的时机即电磁搅拌的安装位置是否得当。其中第2、3、4个因素取决于凝固末端电磁搅拌器的参数及结构设计,而第1、5个因素则取决于电磁搅拌器与连铸机性能参数及连铸工艺的匹配是否合理。因此,一套电磁搅拌装置要达到最佳的冶金效果,除了要求其本身性能优良外,还要求设计者有较丰富的理论与实践经验。
1.凝固末端电磁搅拌的最佳搅拌条件
根据宏观偏析产生机理,控制其产生主要途径是: (a)促进柱状晶向等轴晶转化,产生宽而细的等轴晶区,使之能致密充满凝固末端;减少二次枝晶的臂间距,以控制粘稠区的渗透性。 (b)提高凝固率,减少凝固时间间隔。 (c)在中心区分散偏析斑点,使粘稠区变窄。 (d)保持粘稠区的流动性以及温度和成分的均匀性。 (e)阻碍钢液在枝晶间的渗透和偏析槽的形成。
采用结晶器+凝固末端电磁搅拌能有效达到以上目的,单一采用凝固末端效果不明显。结晶器电磁搅拌能大幅降低钢液的过热度,缩短凝固时间,从而产生宽且细的等轴晶区。而凝固末端电磁搅拌可进一步细化等轴晶并能保持粘稠区的流动以及温度与成份的均匀。因此可以明显减轻宏观偏析。
凝固末端搅拌的最佳条件是: (a)凝固末端的凝固组织为致密的细等轴晶,因此必须要先经结晶器电磁搅拌。 (b)搅拌应该从固相率为0.1时开始。 (c)搅拌强度要达到10-20cm/s (d)采用交替搅拌 2安装位置
凝固末端电磁搅拌所需要解决的冶金问题决定了其安装位置的极端重要。过早搅拌等同于二冷区电磁搅拌不能起到应有的效果;而过迟搅拌钢水已经凝固,搅拌已失去意义。因此,错误的安装位置不但对需要解决的问题没有效果,甚至还有可能起反作用。
根据上面提到固相率为0.1的概念,综合连铸机的实际情况,认为凝固末端电磁搅拌以安装在铸坯未凝固率20%-28%左右的区域比较合适。考虑到连铸工艺的差异性,一般在上下各1米处再预留2个安装点。当然,如果能够做到连续移动是最理想的。值得指出的是:凝固末端位置是受拉速影响的,因此,保持拉速的稳定是非常重要的。
3.有效搅拌范围、搅拌方式及磁场性能:
为了尽可能获得稳定优良的冶金效果,凝固末端电磁搅拌的搅拌强度、搅拌方式及搅拌范围都与结晶器电磁搅拌有较大的区别,主要表现在: (a)为了避免过强的搅拌流冲刷铸坯凝固前沿而产生负偏析(白亮带),末端电磁搅拌一般都采用大范围且交替搅拌的搅拌方式。 (b)由于30%的未凝固率是用数学模型计算出来的,因此与实际情况会有一定出入,同时由于连铸机拉速、二冷配水等工艺参数的差异性也使得未凝固率存在一定的变化。因此,为了使凝固末端尽可能的涵盖未凝固率30%这一点,要求凝固末端电磁搅拌的有效搅拌范围尽可能的长。 (c)完成一个最佳交替搅拌的周期一般是正转5秒、停顿1秒、反转5秒,共11秒钟时间。最高拉速按2.5m/min考虑,11秒钟的拉坯长度是458mm;也就是说搅拌器的均匀磁场范围要超过458mm。考虑到电磁搅拌器的端部效应,其铁芯高度至少要在450mm以上。 (d) 为了获得稳定的冶金效果,有效搅拌区域内的磁场要求尽可能的均匀。
凝固末端电磁搅拌器的类型及选择
电磁搅拌器主要由绕组与铁芯构成。按绕组与铁芯的结构型式不同,凝固末端电磁搅拌器主要有E字铁芯扁线绕组水外冷、E字铁芯铜管绕组水内冷、环形铁芯扁线绕组水外冷与环形铁芯铜管绕组水内冷等四种型式。
绕组型式决定了电磁搅拌器的使用寿命。众所周知铜管绕组水内冷的绝缘性能比扁线绕组水外冷的要好得多,因此使用寿命也要长很多。铁芯型式则决定了电磁搅拌器的磁场性能与冶金效果。尤其对凝固末端电磁搅拌而言这方面尤其重要。
E字铁芯的优点是:外围无漏磁;线圈套在齿上安装,外围无线圈,便于与外壳固定。缺点是:由于有齿槽,齿的地方磁场高,槽的地方磁场小,因而内部磁场不均匀,不适合作凝固末端电磁搅拌用;存在齿槽漏磁,内部漏磁大;线圈端伸长,因而在一定安装空间内,铁芯高度矮,有效搅拌范围短,也不适合作凝固末端电磁搅拌用。
环形铁芯的优点是:无齿槽结构,内部磁场均匀,搅拌效率高;内部无齿槽,不存在齿槽漏磁,内部漏磁小,磁场强度高;12个线圈均匀分布,端伸短,因而在一定安装空间内,铁芯高度高(比E字型铁芯高30%左右),有效搅拌范围长,搅拌效果好。
缺点是:外围有线圈,因而存在外围漏磁,须采取外围磁屏蔽技术进行改善;不便于与外壳固定,必须用高性能硅胶灌封处理,因而成本较高。
综上分析,凝固末端电磁搅拌期的4种不同类型的组合中。以环形铁芯铜管绕组为最佳组合。具有运行安全漏电流小,使用寿命长;磁场均匀,磁密大,有效搅拌范围长,冶金效果突出;工作电流小,冷却水量小,运行十分经济;后期维修成本低等突出优点。非常适合作凝固末端电磁搅拌使用,是其它任何一种组合所无法比拟的。